الدليل التقني النهائي - ماكينة لحام الألواح الساخنة ولحام البلاستيك الصناعي (Dizo Sonics)
مرجع تقني شامل للمهندسين والمشترين ومديري الإنتاج. يغطي ماكينات لحام الألواح الساخنة، ولحام الألواح البلاستيكية، واللحام بالموجات فوق الصوتية، واللحام بالاهتزاز، واللحام بالأشعة تحت الحمراء، والتصميم مقابل اللحام، ومعايير العملية، ومراقبة الجودة، والأتمتة، ودراسات الحالة. الموارد الداخلية: المنتجات • التكنولوجيا • اتصل بنا.
ملخص تنفيذي
تظل ماكينات اللحام بالألواح الساخنة هي الطريقة الصناعية المفضلة لربط الأجزاء البلاستيكية الحرارية الكبيرة أو السميكة أو الهيكلية حيثما يتطلب الأمر إحكام الإغلاق والقوة الميكانيكية والموثوقية طويلة الأجل. يشرح هذا الدليل المبادئ الهندسية وراء اللحام بالصفائح الساخنة، ويقارن بين طرق اللحام البلاستيكية الشائعة، ويوفر منطق اختيار التطبيق، ومعايير العملية، وطرق ضمان الجودة، واستراتيجيات التكامل للمصانع الذكية.
الكلمات المفتاحية الأساسية التي يتم تناولها بشكل طبيعي في هذه المقالة: ماكينة لحام الألواح الساخنة، ماكينة لحام البلاستيك، ماكينة لحام الألواح البلاستيكية، ماكينة لحام الألواح البلاستيكية، ماكينة لحام بالموجات فوق الصوتية، ماكينة لحام بالاهتزاز، ماكينة لحام البلاستيك بالألواح الساخنة.
ملاحظة: للاستفسار عن المنتجات والعينات والتقييمات الفنية، استخدم صفحة الاتصال بنا: https://dzsonics.com/en/contact-us/

1. أهمية لحام البلاستيك الصناعي
تُعد اللدائن الحرارية مثل البولي بروبيلين والبولي إيثيلين والبولي إيثيلين عالي الكثافة والبولي إيثيلين عالي الكثافة والبولي بروبيلين عالي الكثافة والبولي بروبيلين ABS والكمبيوتر الشخصي والبولي بروبيلين PA أساسية في التصنيع الحديث بسبب الوزن ومقاومة التآكل ومزايا التكلفة. ومع ذلك، فإن ربط الأجزاء البلاستيكية الحرارية بشكل موثوق على نطاق واسع يتطلب ربطًا حراريًا محكومًا - يتحقق بواسطة ماكينة لحام البلاستيك الحديثة.
يتم استخدام اللحام بالصفائح الساخنة واللحام بالموجات فوق الصوتية واللحام بالاهتزاز على نطاق واسع؛ ويغطي كل منها احتياجات التصميم والإنتاج المختلفة. يؤثر اختيار الطريقة الصحيحة على دورة حياة المنتج وتكلفة الإنتاج والموثوقية الميدانية.
1.1 حالات الاستخدام الشائعة
- منصات نقالة بلاستيكية وحاويات لوجستية (لحام الألواح الساخنة للأضلاع السميكة والحاويات اللوجستية)
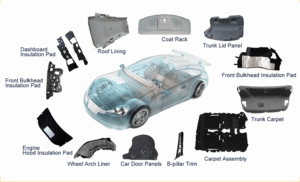
- الوحدات الداخلية/الخارجية للسيارات (المصدات، وأغطية التدفئة والتهوية وتكييف الهواء، والخزانات)
- أغطية بطاريات السيارات الكهربائية ومكونات التبريد (سلامة مانع التسرب)
- خزانات وصناديق الأجهزة المنزلية
- علب الأجهزة الطبية التي لا يُسمح فيها باستخدام مواد لاصقة
2. نظرة عامة على تقنيات اللحام (منطق الاختيار)
فيما يلي مقارنة عالية المستوى للمساعدة في تحديد التقنية التي يجب تقييمها أولاً:
| التكنولوجيا | طريقة التسخين | الأفضل لـ | القيود |
|---|---|---|---|
| لحام اللوح الساخن | تسخين موصل مباشر (صفيحة مسخنة) | لدائن حرارية كبيرة سميكة الجدران؛ صهاريج محكمة الإغلاق؛ منصات نقالة | وقت دورة متوسطة مقابل الموجات فوق الصوتية؛ تتطلب تركيبات |
| اللحام بالموجات فوق الصوتية | اهتزاز عالي التردد | قطع صغيرة إلى متوسطة الدقة؛ دورات سريعة | رديئة على الأجزاء السميكة والمواد المملوءة ب GF |
| اللحام الاهتزازي | الاحتكاك الخطي بين الأجزاء | أجزاء PP الكبيرة ذات الأسطح المسطحة الموصلة | غير مناسب للأشكال الهندسية المعقدة المغلقة |
| اللحام بالأشعة تحت الحمراء | الأشعة تحت الحمراء (بدون تلامس) | الأجزاء التجميلية التي لا تتطلب علامات تلامس | قيود بصرية/امتصاصية؛ تكلفة رأسمالية أعلى |
| اللحام بالدوران | الاحتكاك الدوراني | موصلات دائرية، وخزانات صغيرة، وموانع تسرب دائرية | محدودة هندسيًا |
كتاب تمهيدي موثوق عن لحام البلاستيك: ويكيبيديا - لحام البلاستيك.
3. اللحام بالصفائح الساخنة - كيف يعمل (عرض هندسي)
يعمل اللحام باللوح الساخن على إذابة أسطح التزاوج باستخدام صفيحة ساخنة. بعد تحقيق حالة الذوبان المطلوبة، يتراجع الصفيحة ويتم ضغط الأجزاء معًا تحت ضغط محكوم لتشكيل وصلة منصهرة.
3.1 المراحل الأربع الرئيسية
- التحميل والتثبيت - يتم وضع الأجزاء في مواضعها بدقة في التَرْكِيبات.
- التسخين (الذوبان) - صفيحة مسخنة تلامس أوجه القِطع وتذيب الطبقات السطحية.
- التراجع والانضمام - تتراجع الصوانى وتضغط الأجزاء معًا تحت شكل قوة محكومة.
- تبريد وتحرير - تبرد الأجزاء أثناء الإمساك بها؛ ينتهي ملف الضغط ويتم تحرير الجزء.
حلقات التحكم الرئيسية: حلقات التحكم الرئيسية: درجة حرارة الصوانى (PID متعدد المناطق)، والتحكم في الإزاحة (مؤازرة أو هوائي دقيق)، ومراقبة القوة/الضغط. يوفر تسجيل البيانات لهذه الإشارات إمكانية التتبع ويدعم بوابات مراقبة الجودة.
للاطلاع على خيارات المنتج انظر: ماكينة لحام الألواح البلاستيكية الساخنة ذات الألواح البلاستيكية و منتجات ديزو سونيكس.
4. المواد وسلوك الذوبان
يعتمد سلوك اللحام على فئة البوليمر (البلوري مقابل غير المتبلور)، ومؤشر التدفق الذائب (MFI)، والمواد المالئة (الألياف الزجاجية)، والاستقرار الحراري. اللدائن الهندسية النموذجية:
- بولي بروبيلين (بولي بروبيلين) - بلوري؛ شائع في المنصات والصهاريج؛ يحتاج إلى تبريد متحكم به لتجنب الاعوجاج.
- بولي إيثيلين عالي الكثافة / بولي إيثيلين عالي الكثافة - صلابة عالية؛ يتطلب التحكم في درجة الحرارة لتجنب الأكسدة.
- ABS / PC-ABS - الخلائط غير المتبلورة المستخدمة في قطع مستحضرات التجميل؛ حرارة دقيقة لمنع ظهور العلامات.
- بولي أميد (PA) - استرطابية؛ يجب تجفيفها وضبط بارامتراتها للحصول على لحامات متناسقة.
مصادر البيانات المادية: ScienceDirect - موضوعات لحام البلاستيك.
5. التصميم مقابل اللحام (DFW) - قواعد عملية
يساعد DFW في تصميم الأجزاء التي يتم لحامها بشكل متكرر وموثوق. تشمل القواعد العملية ما يلي:
- الحفاظ على سمك الجدار بالقرب من واجهة اللحام موحدًا
- توفير مصائد فلاش لتجميع الذوبان الزائد
- استخدم ميزات المحاذاة لتحديد موقع التركيبات بدقة
- تجنب اقتران البوليمرات غير المتشابهة ما لم تتوفر تقنية لاصقة/لحام متخصصة
- تقليل الإدخالات المعدنية عبر واجهة اللحام إلى الحد الأدنى
أمثلة على مخططات وإرشادات DFW: اطلب قائمة مراجعة Dizo Sonics DFW عبر اتصل بنا.
6. معلمات العملية والنطاقات النموذجية
يسرد الجدول التالي نطاقات المعلمات النموذجية كنقاط بداية. يجب ضبط القيم النهائية حسب المادة والهندسة.
| المعلمة | النطاق النموذجي | الملاحظات |
|---|---|---|
| درجة حرارة الصفيحة | 160-350°C | تعتمد على المادة؛ مراقبة التوحيد متعدد المناطق |
| وقت الذوبان/النقع | 2-25 s | بناءً على السُمك والتوصيل الحراري |
| انضم إلى الضغط | 0.2 - 6 ميجا باسكال | التحكم المؤازر؛ يوصى بملفات التعريف المنحدرة |
| التبريد/وقت الانتظار | 2-60 s | يعتمد على تبلور المادة وكتلة الجزء |
| إزاحة الذوبان | 0.4 - 2.5 مم | تقاس بواسطة مستشعرات الإزاحة |
غالبًا ما يستخدم تحسين المعلمات تصميم التجارب (DOE) ودراسات القدرات. يمكن لشركة Dizo Sonics تقديم دعم تطوير العمليات والاختبار؛ انظر خدماتنا المختبرية عبر اتصل بنا.
7. تصميم التركيبات والأدوات والتثبيت
دقة التركيبات أمر بالغ الأهمية لدقة الأبعاد وسلامة اللحام. ضع في اعتبارك:
- إطارات صلبة ذات تمدد حراري منخفض
- لوحات تركيبات سريعة التغيير للإنتاج متعدد الطرازات
- أسطح التثبيت بطبقات منخفضة الاحتكاك
- مستشعرات مدمجة في التركيبات للتغذية المرتدة للموضع والقوة
تشتمل التَرْكِيبات عادةً على دبابيس فهرسة ورؤوس تحديد الموقع وممرات تنفيس للسماح للهواء المحبوس بالخروج أثناء الذوبان.
8. ضمان الجودة وطرق الاختبار
ضمان الجودة القوي يمنع الأعطال الميدانية. وتشمل تدابير ضمان الجودة النموذجية ما يلي:
- تسجيل منحنى القوة لكل دورة لحام
- عمليات التدقيق بالتصوير الحراري أثناء بدء التشغيل
- الاختبارات التدميرية (الشد/السحب والقص)
- الاختبارات غير المتلفة (اضمحلال الضغط، التسرب بالموجات فوق الصوتية)
- التحكم الإحصائي في العمليات (SPC) باستخدام ميزات منحنى اللحام
المعايير والمراجع: أطر سلامة الماكينات والجودة الخاصة بالمنظمة الدولية لتوحيد المقاييس ISO - اقرأ المراجع الأساسية على ISO.org ومعايير جودة السيارات (IATF 16949).
9. الأتمتة وتكامل الصناعة 4.0
يتم دمج خطوط لحام الألواح الساخنة الحديثة في أنظمة أتمتة المصانع: PLC/SCADA للتحكم في الماكينة، و MES للتتبع، والتحليلات السحابية للصيانة التنبؤية. العناصر النموذجية:
- وضع ملصقات الباركود الشريطي/التعريف بالترددات اللاسلكية لكل جزء
- تخزين بيانات اللحام لكل جزء (درجة الحرارة، والضغط، والإزاحة)
- لوحات المعلومات السحابية لمؤشرات الأداء الرئيسية للتشغيل والتشغيل والجودة
- نماذج الذكاء الاصطناعي لاكتشاف الشذوذ في منحنيات اللحام
مصدر موثوق لمبادئ الصناعة 4.0 التصنيعية: الصناعة 4.0 - ويكيبيديا.
10. دراسات الحالة المقارنة
فيما يلي ملخصات توضيحية (مجهولة المصدر) لحالات توضح الفوائد الكمية بعد اعتماد حلول اللحام بالألواح الساخنة:
10.1 مُصنِّع المنصات النقالة (آسيا)
- المشكلة: الوصلات الضعيفة بين العداء والسطح والخردة العالية
- الحل: خط لحام اللوح الساخن المخصص مع المشابك المؤازرة
- النتيجة: قوة اللحام +40%، الخردة -18%، الناتج +1.8x
10.2 الفئة 1 للسيارات (أوروبا)
- المشكلة: تسرب في خزانات الغسالة وأوقات دورات غير متناسقة
- الحل: ماكينة صفيحة تسخين مع درجة حرارة متعددة المناطق ومراقبة الجودة البصرية الآلية
- النتيجة: انخفض معدل التسرب إلى ما يقرب من الصفر، وتم تحسين زمن الدورة بمقدار 12%
اطلع على المزيد من مراجع الحالات الهندسية وتصميمات الماكينات على صفحات مشاريعنا: المنتجات واتصل بنا للحصول على دراسات حالة مفصلة: اتصل بنا.
11. مصفوفة المقارنة: اللوح الساخن مقابل طرق اللحام الأخرى
تساعد هذه المصفوفة فرق المشتريات والهندسة على اختيار التقنيات بناءً على سمات المنتج.
| السمة | طبق ساخن | الموجات فوق الصوتية | الاهتزاز | الأشعة تحت الحمراء |
|---|---|---|---|---|
| الأفضل لـ | أجزاء كبيرة وسميكة ومغلقة بإحكام | الأجزاء الصغيرة الدقيقة | وصلات PP مسطحة كبيرة مسطحة | الأجزاء الرقيقة التجميلية |
| زمن الدورة | متوسط | سريع | متوسط | سريع |
| التكلفة الرأسمالية | معتدل | منخفضة | معتدل | أعلى |
| تعقيد العملية | متوسط-عالي | منخفضة-متوسطة | متوسط | متوسط |
| أفضل المواد | بولي بروبيلين، بولي بروبيلين، HDPE، عبس | ABS، PC، PP صغير الحجم | ص | ABS، كمبيوتر شخصي |
قراءة مرجعية عن اللحام بالموجات فوق الصوتية: اللحام بالموجات فوق الصوتية - ويكيبيديا.
12. القائمة المرجعية للمشتريات
عند تقييم الموردين لماكينات لحام الألواح الساخنة ضع في اعتبارك ما يلي:
- مواصفات توحيد درجة الحرارة وطريقة التحقق منها
- خيار التشبيك المؤازر مقابل خيار التشبيك الهوائي وإمكانية تسجيل البيانات
- دعم تصميم التركيبات وتوافر قطع الغيار
- الخدمة المحلية ودعم التكليفات المحلية
- العملاء المرجعيون ودراسات الحالة ذات الصلة
- الضمان وحزمة التدريب
تتوفر قائمة مراجعة المشتريات القابلة للتنزيل عن طريق الاتصال بفريقنا الهندسي: اتصل بنا.
13. المراجع التنظيمية والمعايير
المعايير والمراجع ذات الصلة بآلات اللحام والجودة والسلامة:
- ISO - المنظمة الدولية للتوحيد القياسي
- إرشادات ISO بشأن اللحام والتصنيع (ابحث عن المعايير ذات الصلة)
- IATF 16949 - إدارة الجودة في قطاع السيارات
- جمعية صناعة البلاستيك
توفر شركة Dizo Sonics وثائق CE/UL وحزم سلامة الماكينة مع كل ماكينة للاستعداد للتدقيق.
14. الأسئلة الشائعة - إجابات سريعة للمهندسين والمشترين
س: هل يمكن لحام اللوح الساخن وصل البوليمرات المقواة بالألياف الزجاجية؟
ج: نعم، ولكن يجب التحكم في التعرض للألياف والتدرجات الحرارية الموضعية. وغالبًا ما يلزم إجراء تعديلات على التركيبات وملامح الضغط.
س: ما هي فترة الاسترداد المتوقعة لخط لحام الألواح الساخنة للمنصات النقالة؟
ج: يتراوح عائد الاستثمار النموذجي من 6 إلى 18 شهرًا حسب حجم الإنتاج وتكاليف العمالة - اطلب تحليل عائد الاستثمار للمشروع من مهندسي المبيعات لدينا.
س: هل تقدمون خدمة الاختبار في الموقع واللحام بالعينات؟
ج: نعم - استخدم اتصل بنا لجدولة تجارب العينات وتطوير البارامترات.
15. مزيد من القراءة والروابط الخارجية الموثوقة
16. جهات الاتصال والخطوات التالية (CTAs قوية)
للحصول على عروض أسعار المشاريع، وتجارب اللحام المجانية، والمساعدة في تصميم التركيبات ومقترحات خطوط الإنتاج الكاملة، اتصل بفريقنا الهندسي.
البريد الإلكتروني: sales04@nicle.cn - واتساب: +86 15358007790
17. هندسة العمليات المتقدمة - هندسة العمليات المتقدمة - DOE لتحسين معلمات اللحام
من أجل موثوقية الإنتاج ودورات التحقق من الصحة القصيرة، يطبق المهندسون تصميم التجارب (DOE) لتحديد نوافذ معلمات اللحام القوية. تقلل DOE من الوقت اللازم للقدرة على المعالجة وتحدد حساسيات البارامترات.
سير العمل النموذجي لوزارة البيئة والمياه والبيئة
- تحديد مقاييس الاستجابة: قوة الشد، وضغط التسرب، ومردود الدورة.
- تحديد العوامل: درجة حرارة الصفيحة، وزمن الذوبان، وضغط اللحام، وإزاحة الذوبان، وزمن التبريد.
- اختيار التصميم التجريبي: التصميم المضروب الجزئي أو التصميم المركب المركزي للاستجابات غير الخطية.
- إجراء تجارب منهجية والتقاط منحنيات اللحام وملامح الضغط وبيانات المزدوجات الحرارية.
- التحليل باستخدام ANOVA / الانحدار لبناء نماذج تنبؤية وتحديد التفاعلات المهمة.
- التحقق من صحة الوصفة المحسّنة على أدوات الإنتاج وتنقيحها باستخدام معلمات ذات نطاقات حماية لانحراف العملية.
يعد الحصول على البيانات أمرًا بالغ الأهمية: جمع مناطق درجة حرارة الصوانى المختومة زمنيًا لكل دورة وآثار مشفر الإزاحة وإشارات محول الطاقة. هذه هي المدخلات لبوابات مراقبة الجودة ونماذج التعلم الآلي للكشف التنبؤي للحامات غير المطابقة للمواصفات.
مرجع خارجي عن طرق DOE: تصميم التجارب - ويكيبيديا
18. تفسير منحنى اللحام والتوقيعات أثناء العملية
يوفر تحليل منحنى اللحام بصمة في الوقت الحقيقي لكل لحام. يشتمل منحنى اللحام المسجل بشكل صحيح عادةً على مراحل ما قبل الضغط، والذوبان/الانصهار، والسحب/الإزاحة، وضغط الوصل وثبات التبريد. تحدد الانحرافات عن التوقيعات المتوقعة بسرعة انحرافات العملية.
ميزات المنحنى الرئيسية التي يجب مراقبتها
- هضبة التدفئة - درجة حرارة مستقرة قبل التراجع
- تجاوز الإزاحة - يشير إلى تليين بعد الذوبان المستهدف
- منحدر منحدر القوة - المتعلقة بصلابة الجزء ومحاذاة التركيبات
- اضمحلال ضغط التبريد - يشير إلى ارتخاء أو زحف حراري محتمل
تسمح أنظمة التحكم الحديثة بنقاط ضبط الإنذار في الوقت الحقيقي المستمدة من خطوط الأساس الإحصائية (المتوسط ± 3σ). بالنسبة للخطوط الأكثر تقدمًا، قم بتنفيذ منطق التثبيت التلقائي حيث تحتفظ الماكينة بالجزء حتى تعود منحنيات اللحام إلى نطاق القبول.
راجع مناهج تحليلات بيانات اللحام: ScienceDirect - تحليلات جودة اللحام
19. إدارة الصيانة وقطع الغيار ودورة الحياة
تضمن الصيانة الوقائية استقرارًا طويل الأجل وتقلل من وقت التعطل غير المجدول. تشمل ماكينات لحام الألواح الساخنة العناصر الحرارية والمحركات المؤازرة والموجهات الخطية ومحولات الضغط ومكونات PLC وطلاءات السخانات - وكلها تتطلب صيانة مخططة.
جدول الصيانة الموصى به
| الفاصل الزمني | النشاط | مسؤول |
|---|---|---|
| يومياً | تنظيف أسطح الصوانى؛ الفحص البصري للتركيبات | المشغل |
| أسبوعياً | افحص المثبتات، وقم بتشحيم الموجهات الخطية | فني |
| شهرياً | معايرة المزدوجات الحرارية؛ فحص عناصر السخان | مهندس صيانة |
| ربع سنوي | التحقق من قوة محول الطاقة؛ فحص رد الفعل العكسي لمحور المؤازرة | مهندس صيانة |
| سنويًا | صيانة وقائية كاملة، واستبدال قطع الغيار الحرجة البالية | خدمة تصنيع المعدات الأصلية |
الاحتفاظ بقائمة قطع غيار إلكترونية وإعادة طلب المواد الاستهلاكية الحرجة (عناصر التسخين، وطلاءات PTFE، وأجهزة الاستشعار) لضمان تحقيق أهداف متوسط الوقت المستغرق في الإصلاح (MTTR).
تقدم Dizo Sonics مجموعات قطع الغيار وعقود الخدمة - اتصل بنا عبر اتصل بنا.
20. التشغيل التجريبي واختبار قبول المصنع (FAT)
التكليف هو المكان الذي تلتقي فيه قدرة الماكينة مع واقع الإنتاج. يضمن التشغيل التجريبي المنظم تلبية النظام الذي تم تسليمه للمواصفات التعاقدية والسلامة وأهداف الإنتاج.
قائمة التحقق من السمنة المفرطة
- تحقق من مواصفات الماكينة مقابل العقد (القوة، انتظام درجة الحرارة، زمن الدورة).
- قم بتشغيل عينة من قطع الإنتاج وقياس قوة اللحام.
- التحقق من صحة أنظمة السلامة (الحراسات، وأجهزة الإيقاف الإلكتروني، والأقفال البينية) وفقًا لمعايير CE/IEC.
- اختبار اتصال MES/ERP وتسجيل البيانات.
- إجراء تدريب المشغلين وتسليم إجراءات التشغيل الموحدة وخطط الصيانة.
بالنسبة للتركيبات البعيدة أو التركيبات في الخارج، اتفق على إجراءات شهادة FAT ومقاييس القبول الرقمي قبل الشحن.
21. نموذج المشتريات وطلب تقديم العروض لآلات لحام الألواح الساخنة
استخدم طلب تقديم العروض المنظم لمقارنة الموردين بموضوعية. فيما يلي قائمة مرجعية مختصرة يمكنك دمجها في طلب تقديم العروض للمشتريات.
عناصر طلب تقديم العروض الأساسية
- مواصفات الماكينة:: حجم الصفيحة، ومناطق درجة الحرارة، وقوة التشبيك القصوى، وأطوال الشوط.
- التحكم والتتبع: نموذج PLC، و HMI، وتسجيل البيانات لكل دورة، وخيارات الاتصال (OPC-UA، MQTT).
- التركيبات والأدوات:: التركيبات المتضمنة، والقدرة على التغيير السريع، ومواصفات التفاوت.
- الأتمتة:: نقاط تكامل الروبوتات، والناقلات، وأنظمة فهرسة القِطع.
- ميزات الجودة:: التغذية المرتدة للقوة/درجة الحرارة، وتخزين منحنى اللحام، وبوابات ضمان الجودة.
- الخدمة والدعم:: الضمان، وقائمة قطع الغيار، وشركاء الخدمة المحليين، ونطاق التدريب.
- تسليم المشروع: إجراءات FAT، والجدول الزمني للتركيب، ومعايير القبول.
- السعر والتجاري:: سعر الماكينة، وتكلفة الأدوات، والشحن، والتركيب، والتدريب، وتسعير قطع الغيار.
للحصول على نموذج طلب تقديم العروض القابل للتخصيص ودليل مقارنة الموردين، اتصل بفريق الحلول لدينا: اتصل بنا.
22. استكشاف الأخطاء وإصلاحها وأنماط حل المشكلات الشائعة
يحدد الجدول التالي مشكلات الإنتاج الشائعة في المعالجات الهندسية.
| الإصدار | السبب المحتمل | الإجراءات التصحيحية |
|---|---|---|
| اللحامات الباردة/قوة الرابطة المنخفضة | عدم كفاية عمق الذوبان أو انخفاض درجة حرارة الصوانى | زيادة درجة الحرارة أو وقت الذوبان؛ تحقق من المزدوجات الحرارية |
| وميض زائد وتشويه جزئي مفرط | الإفراط في الذوبان أو ضغط الانضمام العالي جداً | تقليل وقت النقع؛ ضبط منحدر الضغط؛ فحص محاذاة التركيبات |
| مظهر اللحام غير المنتظم | درجة حرارة الصوانة غير موحدة؛ مشاكل في الطلاء | إجراء رسم الخرائط الحرارية؛ تجديد الطلاء |
| طفرات الرفض المتقطعة | أجهزة الاستشعار خارج المعايرة | معايرة محولات طاقة الإزاحة والقوة؛ مراجعة سجلات منحنى اللحام |
| الأعطال الكهربائية / أخطاء PLC | مشكلة في الأسلاك أو التأريض | اتبع قائمة المراجعة الكهربائية الخاصة بمصنّع المعدات الأصلية؛ اتصل بالخدمة المعتمدة |
إن تسجيل بيانات منحنى اللحام وتحليلها هو أسرع طريق لتشخيص المشكلات المتقطعة - معظم انجرافات الإنتاج تظهر على شكل تغيرات صغيرة ولكن متسقة في القوة أو بصمات الإزاحة.
23. الأسئلة الشائعة الموسعة - الهندسية والتجارية
السؤال 1: كم من الوقت يستغرق التحقق من صحة عملية اللحام؟
ج1: بالنسبة للهندسة والمواد الجديدة، عادةً ما يستغرق التحقق الكامل (اختبار التشغيل التجريبي، ودراسة القدرات، والتقييم الذاتي للقدرات، والتقييم الذاتي للقطع) من أسبوعين إلى 8 أسابيع حسب تعقيد الجزء وجاهزية الأدوات.
س2: هل يمكن استخدام اللحام باللوح الساخن للتركيبات متعددة المواد؟
ج2: اللحام المباشر للمواد البلاستيكية الحرارية غير المتشابهة غير ممكن بشكل عام؛ حيث يتم استخدام مواد لاصقة متخصصة أو مواد وسيطة. في بعض الحالات، يمكن لمخرجي الطاقة أو التقنيات الهجينة بالموجات فوق الصوتية أن تربط بين الخلائط المتوافقة.
س3: ما هو العمر الافتراضي المتوقع لسخان الصفيحة الساخنة؟
ج3: يختلف عمر السخان باختلاف الاستخدام وتآكل المواد؛ وتتراوح فترات الاستبدال النموذجية من 1-4 سنوات للخطوط ذات الحجم الكبير. يؤدي الطلاء والتنظيف المناسب إلى إطالة العمر الافتراضي.
س4: هل توفرون قطع غيار المعدات الأصلية على مستوى العالم؟
ج4: نعم - تحتفظ شركة Dizo Sonics بمخزون قطع الغيار واتفاقيات الخدمة؛ اتصل بالمبيعات المحلية للحصول على الخدمات اللوجستية والأسعار.
السؤال 5: كيف تتعاملون مع تصميمات الملكية الفكرية والأدوات السرية؟
ج5: نوقّع اتفاقيات عدم الإفصاح عن المعلومات ونحافظ على سياسات آمنة لإدارة بيانات المشروع أثناء تصميم الأدوات وتشغيلها.
24. مسرد المصطلحات - المصطلحات الأساسية للمهندسين
- صفيحة
- اللوحة المسخنة التي تلامس أسطح الأجزاء في اللحام باللوح الساخن.
- وقت النقع
- مدة اتصال الصوانى بالأجزاء لتحقيق عمق الصهر المطلوب.
- الإزاحة
- قياس حركة الأجزاء أثناء الوصل؛ تُستخدم للتحكم في الذوبان.
- منحنى القوة
- ملف الضغط/القوة المسجل أثناء دورة اللحام.
- طبقة الذوبان
- سمك البوليمر اللين الذي ينتشر أثناء الانضمام.
- وزارة الطاقة
- تصميم التجارب - طريقة التجربة المنهجية لتحسين العمليات.
25. المراجع الخارجية الموثوقة والروابط البحثية
26. مسارات الحث على الشراء ومسارات التحويل الإضافية
استخدم عبارات الحث على اتخاذ إجراء على صفحات الأعمدة وصفحات المنتجات لجذب الاستفسارات الهندسية وطلبات العينات.
نصيحة احترافية: ضع عبارة CTA عائمة مرئية على واتساب على الموقع لالتقاط العملاء المحتملين عبر الهاتف المحمول - واتساب: +86 15358007790
27. الملاحظات الختامية - كيفية المضي قدماً
يقدم هذا الدليل الفني نظرة عامة منظمة هندسية أولًا لاختيار ونشر ماكينات اللحام بالصفائح الساخنة وتقنيات اللحام البلاستيكية المرتبطة بها. للتقييم العملي، تقدم شركة Dizo Sonics عينة لحام ودعم وزارة الطاقة والتشغيل والخدمة العالمية. ابدأ بمناقشة الجدوى الجزئية وسنقدم خطة مشروع مصممة خصيصًا.
36. مراقبة الجودة والتحقق الإحصائي
لا يكتمل التحقق من صحة عملية لحام البلاستيك بدون تحليل القدرة الإحصائية. عادةً ما تطبق صناعات السيارات والصناعات الطبية سي بي و سي بي كيه كيه لفحوصات ثبات الإنتاج.
تعريفات CP / CPK
- ج ب: قدرة العملية (الانتشار مقابل التسامح)
- سي بي كيه بي كيه: مؤشر القدرة على المعالجة (الانتشار + التمركز)
المعايير المطلوبة من قبل مصنعي المعدات الأصلية من الفئة 1:
- ج ب ≥ 1.67 للتحقق من القدرات
- Cpk ≥ 1.33 للإنتاج الضخم
مرجع الصيغة:
Cp = (USL - LSL) / (6σ)
Cpk = الحد الأدنى [(USL - μL) / (3σ)، (μ - LSL) / (3σ)]
تعلم التحكم في العمليات الإحصائية (SPC): ويكيبيديا: مؤشر قدرة العملية
37. عينة جدول تتبع اللحام
| التاريخ | الماكينة | المواد | درجة حرارة الذوبان | القوة | الإزاحة | النتيجة |
|---|---|---|---|---|---|---|
| 2025-02-01 | خط الألواح الساخنة-03 | PP-GF20 | 235°C | 3.8 كيلو نيوتن | 1.92 مم | اجتياز |
| 2025-02-01 | الموجات فوق الصوتية A2 | ABS | غير متاح | 840N | 0.52 مم | اجتياز |
| 2025-02-01 | الاهتزاز-BX | البولي إيثيلين عالي الكثافة | الاحتكاك | 6.4 كيلو نيوتن | 2.65 مم | اجتياز |
تنزيل نموذج التتبع الكامل:
38. التحكم في اللحام المدعوم بالذكاء الاصطناعي والجودة التنبؤية
تدمج شركة Dizo Sonics الكشف عن الحالات الشاذة بمساعدة الذكاء الاصطناعي لضم الدورات بناءً على متجهات القوة-الزمن، والمسافة-الزمن، ودرجة الحرارة-الإزاحة.
ميزات المراقبة الرئيسية للذكاء الاصطناعي
- تعلُّم توقيع منحنى اللحام
- الكشف عن الانحراف الحراري الخارجي على الانحراف الحراري
- العمر الاستهلاكي التنبؤي (السخانات، الأقطاب الصوتية)
- اتجاهات أداء وقت الدورة الزمنية
- تنبيهات الشذوذ مع توجيه المشغل
مفهوم التعلم الآلي المرجعي:
ويكيبيديا: كشف الشذوذانظر معدات اللحام الصناعية: منتجات ديزو سونيكس
40. مصفوفة تبني الصناعة العالمية
حيث تستخدم أنظمة لحام البلاستيك على نطاق واسع:
| الصناعة | التطبيقات | التكنولوجيا الموصى بها |
|---|---|---|
| السيارات | عوارض المصدات، والقنوات، وحواف الأبواب | صفيحة ساخنة / فوق صوتية / اهتزازية |
| الخدمات اللوجستية | منصات بلاستيكية وصناديق بلاستيكية | صفيحة ساخنة |
| الطب الباطني | الفلاتر، مكونات IV | الموجات فوق الصوتية |
| المستهلك | أغلفة الإلكترونيات | الموجات فوق الصوتية |
| الأجهزة المنزلية | خزانات المياه، البراميل | صفيحة ساخنة |
اعرف المزيد: دراسات حالة ديزو سونيكس
41. طلب قياس الأداء الهندسي
قارن اللحام بالصفائح الساخنة واللحام بالموجات فوق الصوتية واللحام بالاهتزازات واللحام عالي التردد مع الأجزاء والرسومات الحقيقية.
احصل على تقييم فني مجاني